







































Barrier Pump Skid for Chemical Plant
Sections:
One of our long-standing chemical manufacturing clients recently inquired about pumping harsh chemicals within an ATEX environment. They needed a pump that would be robust enough to handle their product safely and efficiently.
The challenge
Due to the harsh chemicals that need to be pumped, an ATEX pump is necessary for this application. An ATEX-certified pump means that the pump has undergone rigorous testing and is proven to safely operate in explosive atmospheres.
ATEX pumps are commonly manufactured from AISI 316 (Stainless Steel) with internal parts made from PTFE, also making them robust and suitable for strong flows and abrasive materials.
Application Details
The chemical manufacturer had these application details:
- Fluid: Sodium Nitrate w/ Nitrate Salts (Corrosive & Abrasive Crystals)
- Duty: 20l/min @ 1.4Bar
- Temperature: 90°C
- Environment: ATEX Zone 1 Requirements
Solution
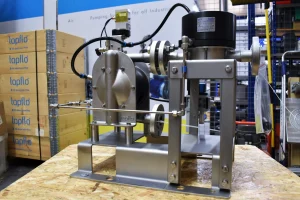
For the application, we chose a barrier diaphragm pump which is suitable for the ATEX environment, pulsation dampeners for low pulsation and other safety features.
We opted for the following options:
- Barrier Diaphragm Pump (TXB70 SBT-3A1″SY4TL): This ATEX design has an additional set of diaphragms in the pump itself, which ensures no risk of leakage if the diaphragm ruptures.
- Pulsation Dampener with barrier execution (DTXB70 SB-3A1″SY4TL): Lowers the pulsation of the pump and prevents water hammering and damage.
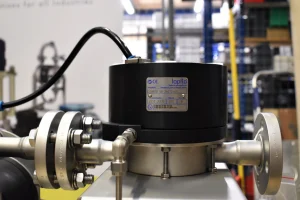
- Guardian System (PDFM-070): Mounted to the pump and dampener, which monitors the condition of the diaphragm and automatically switches the pump off in the event of a rupture.
- Air Treatment Kit (6-100-003FX): The air is administered to the pump and dampener. The pump stroke speed is manually controlled via a needle valve and an isolation valve in the air line.
- AISI 304 Skid Frame (S2768): The system is mounted onto a sandblasted skid frame, which allows for easy transport.
The complete system was designed to be as compact as possible: (650(L) x 420(W) x 550mm(H).
Conclusion
Tapflo successfully supplied a barrier pump skid for the chemical plant.
A suitable pump was chosen for the product and application, along with additional equipment that regulated flow, prevented leaks, and eliminated the risk of damage.
The client was able to successfully pump their product without any delays or halting of the operation.
If you have just started your production and need a pump or if you’re looking to upscale your operation, we can offer bespoke solutions to fit your application. Don’t hesitate to send us an email or call our experts for more information.

